
 Français
Français English
English Deutsch
Deutsch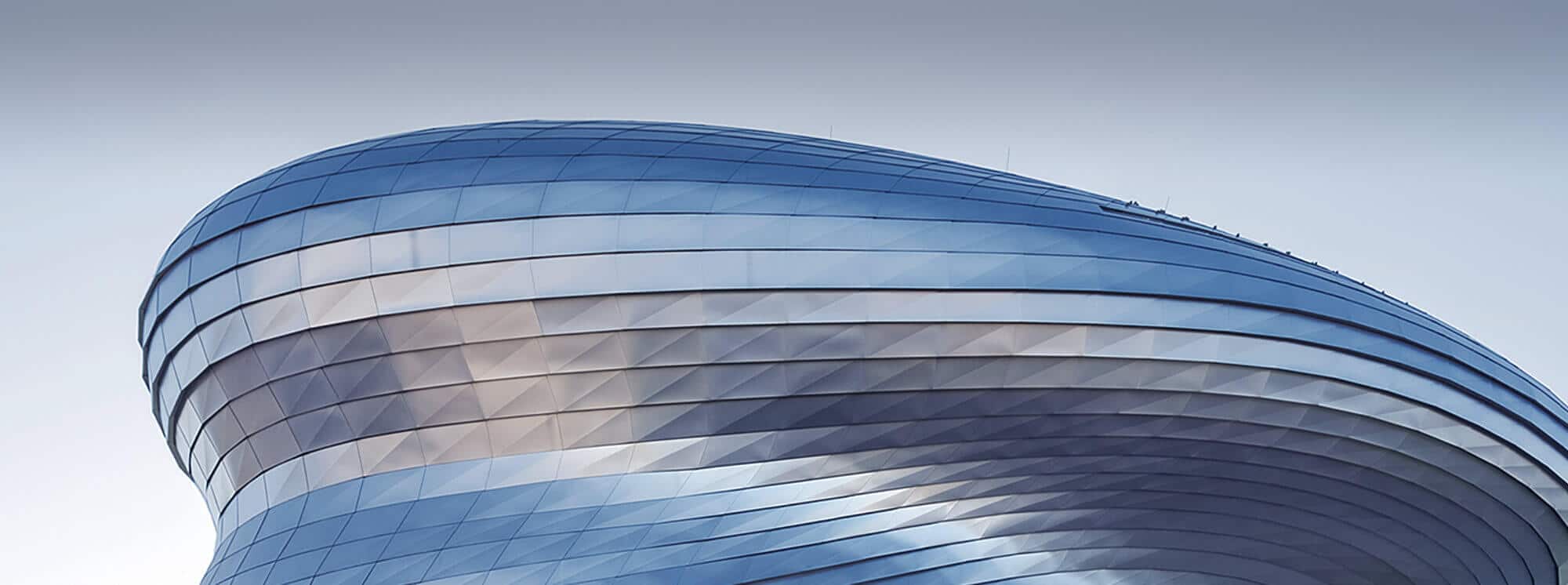




Roofing and accessories
A low coefficient dilation makes stainless steel the material of choice for roofs and roofing accessories.

Façade
Stainless steel is suitable for all installation techniques, including cassettes, winks, contoured and ribbed bins and standing joints.

Interior decoration
Ceiling slabs, host banks, and elevators – with stainless steel, the sky’s the limit.

Sculpture
Stainless steel allows for creative freedom and guarantees the sustainability of a design – even when placed outdoors.

Swimming pool
Thanks to its superb hygienic properties, stainless steel is the material of choice for contemporary swimming pools.

Structure
Stainless steel’s high mechanical properties help lighten profiles and beams.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Need
inspiration?
Take a look at the many projects that have benefited from stainless steel.
Our portfolio includes everything from the latest trends in everyday buildings to some of the world’s most aesthetically daring designs.
Need
inspiration?
Take a look at the many projects that have benefited from stainless steel.
Our portfolio includes everything from the latest trends in everyday buildings to some of the world’s most aesthetically daring designs.
